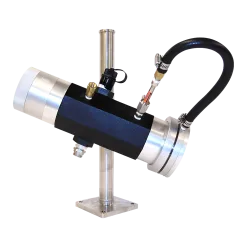
Industrial Process Cameras
At ABLE Instruments, we supply advanced industrial process camera systems designed to deliver real-time visual insight into critical industrial operations. These high-performance cameras provide non-contact, continuous monitoring of flow patterns, particle behaviour, and product quality, enabling greater control, efficiency, and compliance across a range of industries, including pharmaceutical, chemical, oil and gas, food & beverage, and wastewater treatment.
Our range includes industrial process vision systems capable of operating in extreme conditions, from high-temperature environments to hazardous zones, helping operators detect issues early, reduce waste, and ensure consistent product standards. These systems combine high-resolution imaging, uniform LED or fibre-optic illumination, and advanced software analytics for applications such as particle sizing, emulsion separation, crystallisation, filtration, and spray drying.
Have a particular application or project in mind? We’d welcome a call on +44 (0) 1189 169 420 or email: info@247able.com